




Валы гладкие круглого и прямоугольного сечения, штамповые кубики
D=80-850 мм
L=200-8000 мм
H=80-700 мм
В=100-1100 мм
L=350-8000 мм
Валы круглого сечения с уступами и фланцами
D=100-850 мм
L=200-8000 мм
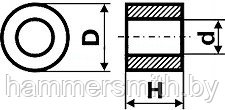
Шестерни, колеса зубчатые
с отверстиями и без
D=560-1200 мм
H=120-550 мм
d=90-350 мм
Диски сплошные
с отверстиями и без
DН=100-750 мм
d=80-550 мм
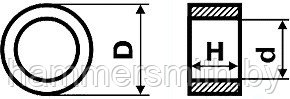
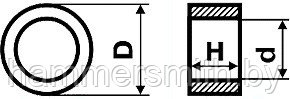
Кольца раскатные
D=250-2500 мм
Н=80-900 мм
d=100-2000 мм
S>100 мм
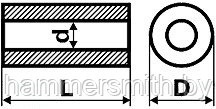
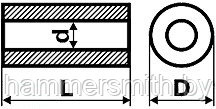
Цилиндры с отверстиями
D=400-1000 мм
d=150-700 мм
L=1000-6000 мм